
 平顶山消防DN1200球墨铸铁管定制-实力厂家
<平顶山>鹏瑞管业有限公司
平顶山消防DN1200球墨铸铁管定制-实力厂家
<平顶山>鹏瑞管业有限公司
球墨铸铁管厂家的验收标准1、制造球墨铸管所使用的主要材料,其供应厂商通过ISO9002体系的;2、内防腐采用离心法水泥沙浆内衬,要求外表光滑均匀,无裂纹;3、外防腐采用喷锌加涂沥青,喷锌按国际ISO8179标准;4、球墨铸管应符合GB/17219生活饮用水配水设备及防护材料的性评价标准;5、球墨铸管,管长6M,壁厚采用K9级;6、橡胶圈质量要求及试验方法应分别符合“ISO4633-1996(E)供水、排水管线用接口胶圈”标准。

球墨铸铁管的防腐处理办法 1.沥青漆涂层 沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。 2.水泥砂浆内衬+特殊涂层 这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。 3.环氧煤沥青涂层 环氧煤沥青涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面 4.环氧陶瓷内衬 环氧陶瓷内衬适用于污水管道和燃气管道,但是由于制造工艺难度大,成本高,所以在使用上有一定的局限性。环氧陶瓷内衬具有很高的附着力和光洁度,是一种极好的防腐蚀涂层。 5.铝酸盐水泥涂层或硫酸盐水泥涂层 这两种特殊水泥涂层均适用于污水管道用球墨铸铁管的内防腐,提高抵抗污水中酸碱成分的侵蚀能力。 6.聚氨酯涂层 以上就是解决球墨铸铁管腐化的一些办法


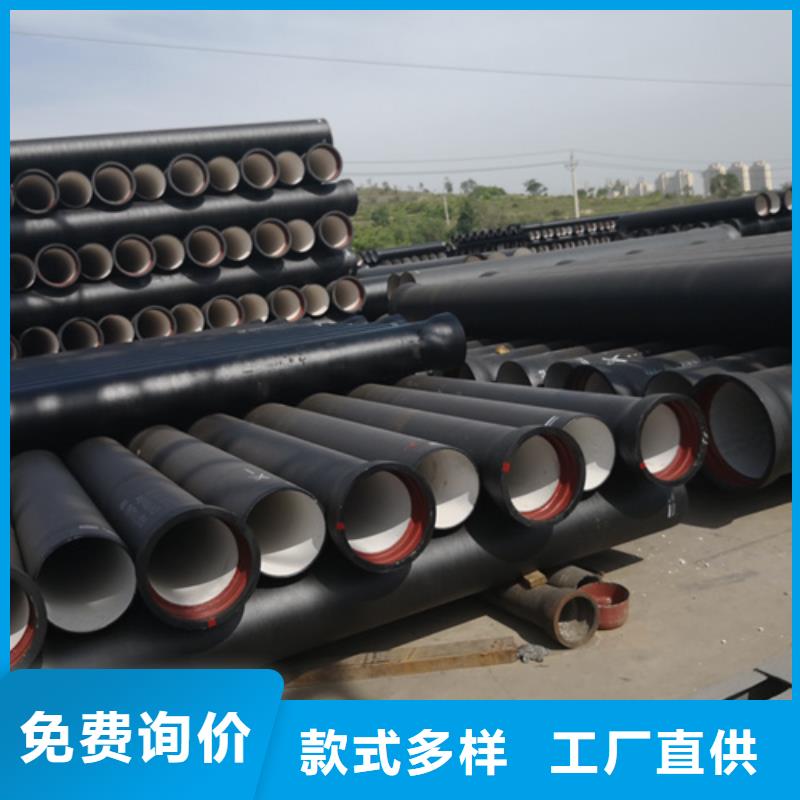
球墨铸铁管是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点的管件;内壁采用水泥砂浆衬里,改善了管道输水环境、提高了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率,使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,改善管道的受力状态,从而提高了管网运行的可靠性。因此,我国供水行业通常采用球墨铸铁管作为主管件。我公司的给供水用、排水用、消防、穿线用球墨铸铁管及管件,采用高新技术制造工艺EP(消失模)工艺制造而成。产品规格从DN80~DN1400mm,产品标准遵循ISO2531GB/T13295,EN545,EN598等球墨铸铁管严格按照ISO9001国际质量体系标准构建产品质量保证体系,检测手段齐全,并通过国际认证.产品包括三大系列500多个品种,可依照GB/T12772—99、GB8716—88、CISPI301、ISO6594、BS416、ASTM74等多种标准组织生产,生产的高水准球墨铸铁管和配套管件。
<平顶山>鹏瑞管业有限公司球墨铸铁管具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。是供水管材的,具有很高的性价比。2、砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。3、连续铸铁直管:连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。4、排水铸铁管:普通排水铸铁承插管及管件。柔性抗震接口排水铸铁直管,此类铸铁管采用橡胶圈密封、螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。能适应较大的轴向位移和横向由挠变形,适用于高层建筑室内排水管,对地震区尤为合适。从接口形式看可分为:W型柔性铸铁排水管,B型柔性铸铁排水管,A型柔性铸铁排水管。连续灰口铸铁管的公称口径为75~1200毫米。
球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。